How We Work
Building Trust

Engaged in “Keeping Mankind Happy” since 1950, The Kute Group is an eminent multidisciplinary entity catering the values for all through its business verticals and serving the society for the last 69 years.
The Kute Group Dairy is the trusted dairy brand established under the Kute Group of companies. It was found with the mission of making a ready market available for the farming community for their daily production of milk and also to create employment opportunities in the region. Our dairy plants located in the Satara and Ahmednagar districts of Maharashtra are well equipped with advanced Milk Processing Units, Coolers and Testing Labs.
The quality of our milk is rich, and we strive to maintain it by taking strict and proper quality control measures during all stages fro collection, processing to the packaging of milk are followed to ensure that milk and milk products are free from off-flavours, colours, and odours and best in quality and taste. We understand the importance of quality milk which has enabled us to built trust with our valued customers for years.
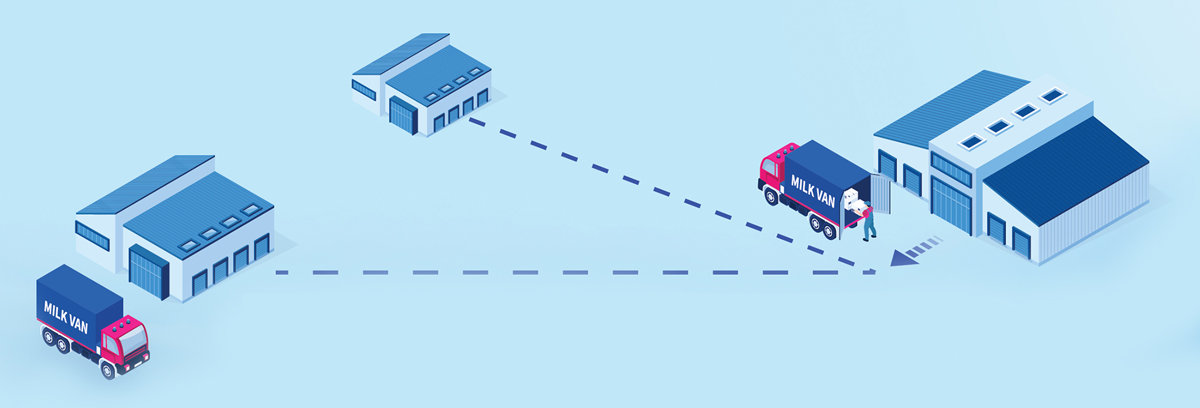
Distribution Process
Good MorninG’s® milk & milk products are transported from plant to the distributors in refrigerated vehicles ensuring Freshness and best quality.
Milk Collection
The Kute Group Dairy ensures milk collection from the best milk producers and farmers done under utmost hygienic conditions. Our well-insulated and refrigerated milk collection tankers ensure the quality of milk remains intact from collection units to dairy units.
Pasteurization & Homogenization
Our Pasteurization and Homogenization processes at our well-equipped and managed milk processing centres ensure that the quality and consistency of milk is maintained throughout the final milk product enhancing its taste.

Packaging
To ensure a greater and better shelf life of our milk and milk products we use the best quality packaging material. Quality is of utmost importance to us and we maintain it at all stages from processing to packaging.
Ensuring Freshness & Best Quality
Owns a fleet of Refrigerated Vehicles
At The Kute Group Dairy, we have our own fleet of Refrigerated Vehicles serving across our dairy units. These advanced vehicles make sure that the quality of milk remains intact under cool and hygienic conditions.
We guarantee freshness and ensure that the best quality dairy products reach the market for consumers.
